 EN
EN 中文
中文 ES
ES




.jpg)










Jiang Hua¹², Ji Zhengfang², Ding Guoqing¹
(1. College of Textile Science and Engineering, Zhejiang Sci-Tech University, Hangzhou, Zhejiang 310018, China;
2. Zhejiang Hongyi Chemical Co., Ltd., Lishui, Zhejiang 323700, China)
Abstract:
Seven self-synthesized azo-triazine reactive disperse dyes were used to prepare printing pastes, which were then applied to cotton fabric printing. The color depth (K/S value), fixation rate, color fastness, thermal migration, and tensile strength of the printed cotton fabrics were tested. The results show that the printed fabrics exhibited good color yield, brightness, and level dyeing properties, along with strong resistance to organic solvent extraction. The fixation rates of the printed cotton fabrics reached 67%–84%, with dye migration rates as low as 2.4%–3.8%. The color fastness to soaping, rubbing, and sublimation reached above grade 4, indicating excellent color fastness performance.
Keywords: Reactive disperse dye; Cotton fabric; Printing; Color fastness
China Library Classification Number: TS193.63
Document Code: B
DOI: 10.3969/j.yinran.202409005
Printing property of azo-triazine type reactive disperse dyes on cotton fabric
JIANG Hua1,2, JI Zhengfang2, DING Guoqing1
æ1.College of Textile Science and Engineering, Zhejiang Sci - Tech University, Hangzhou 310018, China ;ö
![]()
![]() ç 2.Zhejiang Hongyi Chemical Co., Ltd., Lishui 323700, China ÷
ç 2.Zhejiang Hongyi Chemical Co., Ltd., Lishui 323700, China ÷
Abstract: Seven self-synthesized azo-triazine type reactive disperse dyes are used to prepare the pastes for cotton printing. The properties of the printed cotton fabrics, such as color depth, fixation value, color fastness, thermal migration and tensile strength, are tested. The results show that the printed cotton fabrics exhibit good color yield, brightness, levelness, as well as good resistance to organic solvent extraction. The fixation values of the printed cotton fabrics reach 67%- 84%, with dye migration values ranging from only 2.4% to 3.8%. Be⁃ sides, the color fastnesses to soaping, rubbing, and sublimation are above Grade 4, demonstrating excellent col⁃ or firmness properties.
Key words: reactive disperse dye; cotton fabric; printing; color fastness
When cotton fabrics are dyed with reactive dyes, the dye molecules form covalent bonds with the cotton fibers through chemical reactions [1–2]. As a result, dyed cotton fabrics typically exhibit good wash fastness [3]. However, during the dye fixation process, the reactive groups of the dyes may undergo hydrolysis, rendering some dye molecules unable to react with the fibers [4]. These non-reactive dyes can only bind to the fiber surface through weak interactions such as hydrogen bonding and van der Waals forces, leading to surface floating color on the cotton fabric [5]. Therefore, thorough washing is required after dyeing to remove the floating color; otherwise, the color fastness of the dyed fabric will be significantly affected [6].
Reactive disperse dyes refer to a class of dyes in which hydrophobic chromophores are linked to reactive groups [7]. Unlike conventional reactive dyes, reactive disperse dyes do not contain water-solubilizing groups such as sulfonic acid groups in their structure [8–9]. Consequently, fabrics dyed with reactive disperse dyes generally exhibit better wash fastness. This study focuses on seven azo-triazine reactive disperse dyes, which were formulated into printing pastes and applied to cotton fabric printing. The printed fabrics were tested for K/S value, fixation rate, and color fastness. Additionally, the structure–performance relationships between the dye structures and their dyeing behaviors were investigated.
Received Date: May 27, 2024; Revised Date: August 26, 2024
Funding:
National Natural Science Foundation of China (Grant No. 22278377);
Natural Science Foundation of Zhejiang Province (Grant No. LY22B060005);
Basic Scientific Research Project of Zhejiang Sci-Tech University (Grant No. 24202101-Y)
Author Information:
Jiang Hua (born 1988), male, associate professor, Ph.D., mainly engaged in research on high-performance dye synthesis and applications.
Email: [email protected]
1 Experimental Section
1.1 Materials, Reagents, and Instruments
Materials:
Plain-woven cotton fabric (115 g/m²)
Reagents:
Self-synthesized dyes D1–D7, sodium sulfate, sodium bicarbonate, urea, sodium alginate, sodium carbonate, soap flakes, N,N--dimethylformamide (DMF), dispersant NNO, 0.2 mm zirconium beads (commercial)
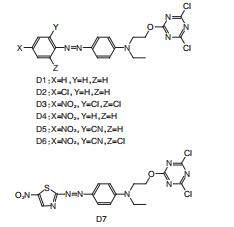
Structures of dyes D1–D7:
(Structures not shown, see reference [10])
Instruments:
-
MINI MDF/767 magnetic rod printing machine (Wenzhou Darong Textile Instrument Co., Ltd.)
-
DHG-9076A constant temperature drying oven (Shanghai Jinghong Experimental Equipment Co., Ltd.)
-
UV-2501 UV-Visible spectrophotometer (Shimadzu, Japan)
-
SF600X spectrophotometer/color matching instrument (Datacolor, USA)
-
SW-24AⅡ wash fastness tester (Wenzhou Darong Textile Instrument Co., Ltd.)
-
Y571L rubbing fastness tester (Laizhou Electronic Instrument Co., Ltd.)
-
YG(B)605D ironing sublimation fastness tester (Wenzhou Darong Textile Instrument Co., Ltd.)
1.2 Preparation of Printing Paste
Dye (5 g), dispersant NNO (10 g), deionized water (40 mL), and zirconium beads (30 g) were added to a laboratory-scale micro-grinding device. The mixture was ground at room temperature for 1 hour, then filtered to obtain a dye dispersion. Deionized water was added to the filtrate to bring the final volume to 80 mL.
To 4 mL, 8 mL, 12 mL, 16 mL, and 20 mL of this dye dispersion, sodium sulfate (0.75 g, 3%), sodium bicarbonate (0.5 g, 2%), and urea (2 g, 8%) were added and stirred until the solids were completely dissolved. Then, sodium alginate (0.55 g, 2.2%) was added, and deionized water was added to bring the total mass to 25 g (100%). The mixture was further stirred for 1 hour to obtain printing pastes containing dye concentrations of 1%, 2%, 3%, 4%, and 5%, respectively.
1.3 Printing Method
At room temperature, the prepared printing paste (25 g) was applied onto cotton fabric (25 g, 10 cm × 20 cm) using a magnetic printing machine to create color blocks. The printed fabric was dried at 60 °C for 10 minutes and then steamed at 102 °C for 10 minutes. After cooling to room temperature, the fabric was rinsed with tap water and soaped (bath ratio 1:50, soap flakes 5 g/L, sodium carbonate 2 g/L, 80 °C, 30 min), then washed thoroughly with tap water and dried to obtain the printed cotton fabric.
1.4 Testing Methods
1.4.1 Determination of Color Depth and Levelness
The K/S value curve of the printed fabric was measured using a color-matching spectrophotometer, and the K/S value at the wavelength of maximum absorption was recorded. Each sample was tested three times, and the average was taken.
Ten random locations on the cotton fabric were also measured using the same device to calculate the color difference (ΔE), reflecting the dyeing levelness.
1.4.2 Determination of Fixation Rate
The printed fabric was immersed in 10 mL of DMF at 120 °C, and the color of the solution was observed. After 10 minutes, if the solvent turned colored from initially colorless and transparent, it was replaced with fresh colorless solvent repeatedly until no more color appeared in the solvent phase. The fabric was then thoroughly rinsed with tap water and dried. The fixation rate was calculated using equation (1):
Fixation rate = × 100% (1)
Where:
-
(K/S)_1 is the K/S value before solvent treatment
-
(K/S)_2 is the K/S value after solvent treatment
1.4.3 Migration Resistance Test
A piece of printed cotton fabric (Sample A) was sewn tightly together with an untreated cotton fabric of the same size (Sample B). The joined fabrics were placed into a dye bath (bath ratio 1:30, pH = 9) and treated at 90 °C for 1 hour. After cooling, the migration rate was calculated using equation (2):
Migration rate (M) = × 100% (2)
Where:
-
(K/S)_A and (K/S)_B are the K/S values of Sample A and Sample B, respectively, after treatment.
1.4.4 Determination of Color Fastness
The soaping fastness of the printed cotton fabric was tested according to GB/T 3921—2008 Textiles — Tests for color fastness — Color fastness to washing with soap or soap and soda.
The rubbing fastness was tested according to GB/T 3920—2008 Textiles — Tests for color fastness — Color fastness to rubbing.
The sublimation fastness was tested according to GB/T 5718—1997 Textiles — Tests for color fastness — Color fastness to dry heat (excluding pressing).
The light fastness was determined according to GB/T 8427—2008 Textiles — Tests for color fastness — Color fastness to artificial light: Xenon arc.
1.4.5 Mechanical Properties Test
The breaking strength and elongation at break of the fabric were tested according to GB/T 3923.1—2013 Textiles — Tensile properties of fabrics — Part 1: Determination of maximum force and elongation at maximum force using the strip method.
2 Results and Discussion
2.1 Color Characteristics of Printed Cotton Fabrics
Color pastes were prepared using dyes D1 to D7, and the corresponding printed cotton fabrics were obtained after printing and washing. The resulting fabrics displayed vivid and deep shades in yellow, orange, red, purple, and blue tones, which were generally consistent with the dyes’ appearances in organic solvents.
Table 1 lists the color parameters of the printed cotton fabrics when the dye mass fraction in the paste was 3%.
Table 1: Color parameters of cotton fabrics printed by dyes D1–D7
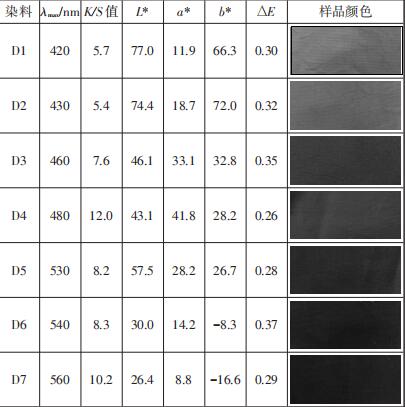
The minimum K/S value of the seven printed cotton fabrics was 5.4, and the maximum was 12.0.
The L* values ranged from 26.4 to 77.0, generally showing a gradual decrease from dye D1 to D7.
The a* values ranged from 8.8 to 41.8, all being positive, indicating that all seven fabrics exhibited a reddish hue.
The b* values ranged from -16.6 to 72.0. Among them, fabrics printed with dyes D1 to D5 had positive b* values, indicating a yellowish hue, while D6 and D7 had negative b* values, showing a bluish hue.
The color difference (∆E) values ranged from 0.26 to 0.37, all less than 0.5, suggesting that dyes D1–D7 produced excellent level-dyeing properties on cotton fabrics.
2.2 Fixation Performance of Printed Cotton Fabrics
The fixation effect of the printed cotton fabrics was examined using the organic solvent stripping method.
The printed fabrics were immersed in N,N-dimethylformamide (DMF) at 120°C for 10 minutes. After treatment, the solvent showed noticeable color, indicating that unreacted dyes dissolved in DMF.
However, the fabrics still retained a deep residual color, which remained even after high-temperature DMF treatment.
This implies that the remaining dyes chemically bonded with the fibers, demonstrating that the printed fabrics had good fixation performance.
The fixation rates were calculated based on the K/S values before and after stripping, and the results are listed in Table 2.
Table 2: K/S values and fixation rates of cotton fabrics printed by dyes D1–D7
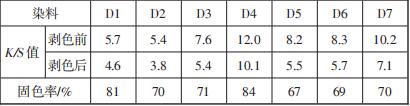
At a dye concentration of 3% in the color paste, the fixation rates of the printed fabrics ranged from 67% to 84%.
Among them, the fabric printed with dye D4 had the highest K/S value and fixation rate.
These results are consistent with the fixation performance of conventional water-soluble triazine-based reactive dyes on cotton fabrics [1], indicating that the synthesized reactive disperse dyes exhibited strong reactivity with cotton.
2.3 Effect of Dye Concentration on Printing Performance
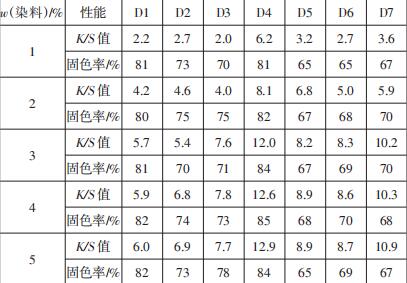
Color pastes with different dye concentrations were prepared to investigate how concentration influences the printing performance. The results are shown in Table 3.
Taking dye D1 as an example:
When the dye mass fraction in the paste increased from 1% to 3%, the fabric’s K/S value rose from 2.2 to 5.7.
Further increasing the concentration did not significantly enhance the K/S value, indicating that the fiber surface was approaching saturation.
The fixation rate remained above 80% even when the concentration increased from 1% to 5%.
Dyes D2–D7 showed similar trends in K/S values and fixation rates to dye D1. Among them, dye D4 achieved the highest fixation rate (81%–85%), while others ranged from 65% to 78%.
This demonstrates that the fixation rate is primarily determined by the dye’s molecular structure, while dye concentration in the color paste has less influence on fixation efficiency.
Table 3
K/S and fixation values of cotton fabrics printed by dyes D1–D7 under different concentrations
2.4 Dye Migration of Printed Cotton Fabrics
Printed cotton fabrics were treated in the same bath with white cotton fabrics. The extent of dye migration was evaluated based on the color uptake of the white fabrics. After the test, no color was observed in the water phase, and the white cotton fabrics exhibited only slight coloration. Based on the K/S values of both the printed and white cotton fabrics after treatment, the dye migration rates of the printed fabrics were calculated, as shown in Table 4.
Table 4
Dye migration values of cotton fabrics printed by dyes D1–D7
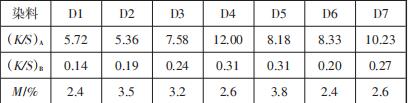
The dye migration rates of printed cotton fabrics using dyes D1–D7 ranged from 2.4% to 3.8%, all below 5%, indicating excellent migration resistance. This is attributed to the covalent bonding between the dyes and cotton fibers, which prevents the dyes from easily dissociating from the fibers, thereby effectively mitigating the migration of hydrophobic dyes on the fabric.
2.5 Color Fastness of Printed Cotton Fabrics
The color fastness properties of seven printed cotton fabrics were tested, and the results are shown in Table 5. There were no noticeable color changes before and after soaping, and no staining was observed on cotton or wool adjacent fabrics. This is due to the hydrophobic nature of the dye molecules and their strong covalent bonding with the fibers. Similarly, no obvious color was observed on adjacent cotton fabrics during dry or wet rubbing tests, indicating that the dye molecules on the fabric are not easily detached or transferred. Although the dyes themselves are hydrophobic, the color of the fabrics remained stable under high-temperature sublimation tests. Therefore, the printed cotton fabrics with dyes D1–D7 exhibited excellent fastness to soaping, rubbing, and sublimation, all reaching grades 4–5 or higher. However, their light fastness was relatively low, only around grade 3.
Table 5
Color fastnesses of cotton fabrics printed by dyes D1–D7

2.6 Mechanical Properties of Printed Cotton Fabrics
The breaking strength and elongation at break of cotton fabrics printed with dyes D1–D7 were tested, with the results shown in Table 6.
Table 6
Breaking strengths and elongation values of cotton fabrics printed by dyes D1–D7
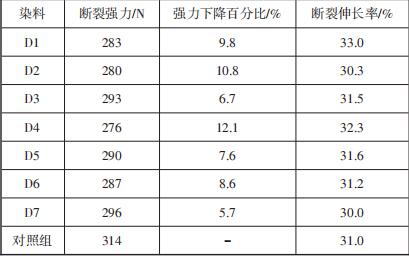
As shown in Table 6, the printing process had a certain impact on the mechanical properties of the cotton fabrics. The original (unprinted) cotton fabric in the control group had a breaking strength of 314 N and an elongation at break of 31.0%. Compared to the control, the breaking strength of the printed fabrics with dyes D1–D7 decreased slightly to 276–296 N, representing a reduction of 5.7%–12.1%. This loss in fabric strength may be caused by the alkaline environment of the printing paste [11]. The elongation at break of the printed cotton fabrics ranged from 30% to 33%, showing little change compared with the control group.
3 Conclusions
(1) Multicolored printed cotton fabrics were successfully obtained using self-prepared reactive disperse dyes D1–D7 formulated into printing pastes. The formulation of the paste consisted of: 3% dye, 2% sodium bicarbonate, 8% urea, 2.2% sodium alginate, and the remainder water. The steaming temperature during printing was 102 °C, and the steaming time was 10 minutes.
(2) The printed cotton fabrics exhibited excellent color fastness properties. The fixation rate ranged from 67% to 84%, and the dye migration rate was only 2.4% to 3.8%. The printed fabrics achieved grade 4 or higher for color fastness to soaping, rubbing, and sublimation.
References:
[1] Wang Zhengkai, Zhang Hongjuan, Wang Huiqiang, et al. Synthesis of green reactive dyes with multiple reactive groups and their application performance on silk fabrics [J]. Printing & Dyeing, 2024, 50(3): 6–10.
[2] Yang Jingjing, Wu Cheng, Huang Fang, et al. Preparation and application performance of reactive dyes with high fixation rate for printing [J]. Printing & Dyeing, 2023, 49(12): 34–38.
[3] Li D X, Gao Z Y, Zhang B, et al. Excellent fixation of low-water-soluble reactive dyes containing vinylsulfone group for nylon dyeing [J]. Dyes and Pigments, 2024, 222: 111887.
[4] Bi Haodong, Wang Ying, Zhao Xu, et al. Theoretical study on alkaline hydrolysis of hetero-bifunctional reactive dye–cellulose compounds [J]. Silk, 2024, 61(4): 9–17.
[5] Wang Qiang. Application of novel soaping system in low-temperature soaping of reactive dyes [J]. Dyeing & Finishing Technology, 2024, 46(1): 26–29.
[6] Han Bo, Wang Yulin, Xu Jianlin, et al. Research on low-temperature rapid soaping technology of reactive dyes under the dual carbon goals [J]. Knitting Industry, 2024(1): 40–43.
[7] Penthala R, Oh H, Park S H, et al. Synthesis of novel reactive disperse dyes comprising carbamate and cyanuric chloride groups for dyeing polyamide and cotton fabrics in supercritical carbon dioxide [J]. Dyes and Pigments, 2022, 198: 110003.
[8] Zhou Tianbo, Zheng Huanda, Cai Tao, et al. Simultaneous dyeing of polyester/cotton blends with reactive disperse yellow dye in supercritical CO₂ [J]. Journal of Textile Research, 2022, 43(3): 116–122.
[9] Li Xueming. Preparation of epoxy-type reactive disperse dyes [J]. Dyes and Dyeing, 2019, 56(3): 6–9.
[10] Ding Guoqing, Jiang Hua. Preparation and properties of reactive disperse dyes for nylon dyeing [J]. Modern Textile Technology, 2024, 32(7): 97–107.
[11] Cai Xiang, Sun Qian. Discussion on the alkaline-oxidative one-bath pretreatment process using refining agent DM-1130 on cotton fabrics [J]. Modern Textile Technology, 2017, 25(2): 59–62.


